




1. Zusammenfassung
Der Innenschlauch ist ein dünnes Gummiprodukt, und bei der Herstellung entstehen zwangsläufig Abfallprodukte, die nicht mit dem Außenreifen kompatibel sind.VentileDie Ventile sind intakt und können recycelt und für die Schlauchproduktion wiederverwendet werden. Unser Unternehmen hat einige Versuche zum Recycling und zur Wiederverwendung von Schlauchventilen durchgeführt, jedoch ist die optische Qualität der recycelten Ventile mangelhaft und die Haftung zwischen Ventilkörper und Gummidichtung gering, sodass sie vor der Wiederverwendung aufbereitet werden müssen.
Diese Arbeit verbessert den Recyclingprozess von ausrangierten und defekten Schlauchventilen, um Abfall zu reduzieren und den wirtschaftlichen Nutzen der Unternehmen zu steigern.
2. Problemanalyse
Der Recyclingprozess des ursprünglichen Abfalls und der defektenSchlauchventileist wie folgt: Abfall und defekte Schlauchventile → Verbrennung → Säurebehandlung → Einmodenvulkanisation (Klebepads) → Borsten auf den Gummipads.
Die Probleme des oben genannten Prozesses sind folgende.
(1) Die Verbrennung von Abfällen und defekten Fahrradschlauchventilen führt zu erheblicher Umweltverschmutzung. Die recycelten Ventilkörper verformen sich leicht und sehen verschmutzt aus. Sie lassen sich bei der Säurebehandlung nur schwer reinigen und können leicht andere Prozesse verunreinigen.
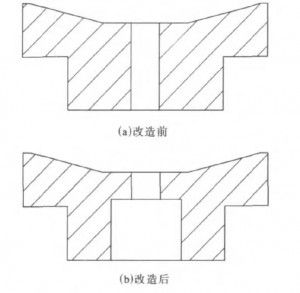
(2) Um die Entnahme des Ventils zu vereinfachen, war die Vulkanisierform ursprünglich als einteiliges, dreiteiliges Werkzeug ausgeführt. Die einteilige Vulkanisierung ist zeitaufwendig, ineffizient, arbeits- und energieintensiv. Zudem neigt die Außenfläche des vulkanisierten Ventils zu überstehenden Gummistreifen, die die Ventilöffnung umschließen, wodurch die optische Qualität des Ventils nicht den Anforderungen entspricht. Auch die Haftfestigkeit des Klebepads ist nicht stabil.
(3) Das manuelle Aufbringen der Borsten auf das Gummipolster ist mit einem hohen Arbeitsaufwand, geringer Effizienz und einer ungleichmäßigen Borstenoberfläche verbunden, was die Verbindung des Gummipolsters mit dem Gummimaterial des Innenschlauchs beeinträchtigt.
3 Verbesserungseffekt
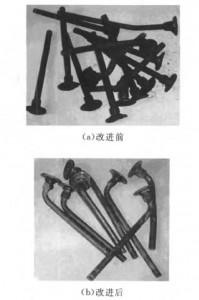
Abbildung 2 zeigt den Düsenkörper vor und nach der Optimierung des folgenden Verfahrens. Wie aus Abbildung 2 ersichtlich, ist der durch das optimierte Verfahren behandelte Düsenkörper deutlich sauber und nahezu intakt. Durch das optimierte Verfahren wird weniger Säure und Wasser benötigt, die Umweltbelastung reduziert und die abgeschnittenen Gummipads können zu Regeneratgummi recycelt werden.
Vor der Verbesserung war die Wärmeübertragung der Form unzureichend, und die Vulkanisation dauerte 15 Minuten. Gemäß den Betriebsbedingungen der bestehenden Flachvulkanisiermaschine konnten nur 4 Ventile gleichzeitig vulkanisiert werden, was einer Produktionskapazität von etwa 16 Ventilen pro Stunde entsprach (ohne Formladezeit). Mit der modifizierten Kombinationsform verkürzt sich die Vulkanisationszeit auf nur 5 Minuten, es können 25 Ventile pro Durchgang vulkanisiert werden, und die Produktionskapazität beträgt etwa 300 Ventile pro Stunde. Die Form ist einfach zu montieren und zu demontieren, und der Arbeitsaufwand ist gering.
Mit der modifizierten Form und der Entgratungsmaschine lassen sich sowohl gerade als auch gebogene Ventile unter identischen Prozessbedingungen herstellen. Es bestehen keine merklichen Unterschiede im Aussehen und in der inneren Qualität zwischen den mit dem verbesserten Verfahren recycelten und wiederverwendeten Ventilen und den neuen Ventilen. Die Testergebnisse zeigen, dass die durchschnittliche Haftfestigkeit zwischen Ventilsockel und Gummidichtung bei den mit dem verbesserten Verfahren recycelten Ventilen 12,8 kN·m⁻¹ beträgt, während die durchschnittliche Haftfestigkeit zwischen den neuen Ventilsockeln und der Gummidichtung 12,9 kN·m⁻¹ beträgt. Die Unternehmensstandards fordern eine Haftfestigkeit von mindestens 7 kN·m⁻¹.
Nach über zehn Jahren rasanter Entwicklung dominiert Chinas Ventilindustrie den Weltmarkt. Derzeit stammen über 70 % der weltweiten Ventilproduktion aus China, womit das Land sowohl in der Produktion als auch im Absatz von Ventilen weltweit führend ist. Um den Bedarf des Inlands- und Auslandsmarktes zu decken, wurde der Anteil schlauchloser Ventile kontinuierlich erhöht. Im Jahr 2015 machte die Produktion schlauchloser Ventile bereits mehr als die Hälfte der gesamten Ventilproduktion aus. Die enorme Nachfrage auf dem Inlandsmarkt treibt die Entwicklung der Branche stetig voran.
Die Nachfrage nach Ventilen im Automobil-Radmodul lässt sich hauptsächlich in den OEM- und den AM-Markt unterteilen. Aktuelle Daten zeigen, dass Ventile wichtige Sicherheitsbauteile von Automobil-Radmodulen sind. Da sie über lange Zeit der Witterung ausgesetzt sind, müssen sie verschiedenen Umwelteinflüssen standhalten. Ventile werden üblicherweise im Rahmen von Jahresinspektionen und Reifenwechseln ausgetauscht, weshalb die Nachfrage im AM-Markt deutlich höher ist als im OEM-Markt.
4. Epilog
Dank verbesserter Technologie können Ventile, sofern der Ventilkörper nicht verformt ist, recycelt werden. Die Qualität der recycelten Ventile entspricht den Anwendungsanforderungen, wodurch der Verbrauch von Rohstoffen und Energie sowie die Produktionskosten von Schläuchen gesenkt und die Wirtschaftlichkeit von Unternehmen verbessert werden.
Veröffentlichungsdatum: 02.12.2022
